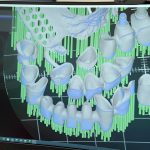
The Core Challenge of Scaling LPBF Production
One of the most frustrating bottlenecks in metal additive manufacturing is successfully developing a perfect parameter set on a small R&D machine, only to find that the part fails when transferred to a larger serial production system. Variations in machine architecture mean that parameters cannot simply be copied and pasted. When transitioning between systems, engineers must understand the underlying physics of energy distribution to maintain part quality and ensure continuous uptime.
Mastering Volumetric Energy Density (VED)
The secret to flawlessly scaling LPBF production lies in understanding Volumetric Energy Density (VED). This defines the exact amount of energy injected into the powder bed and is calculated using the following formula:
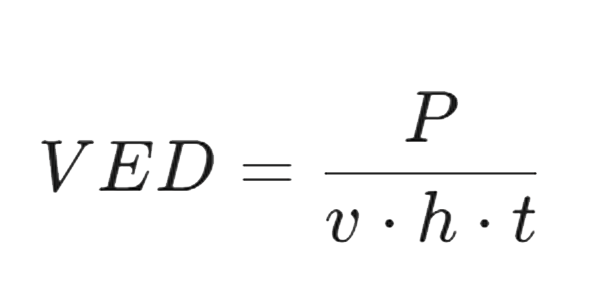
In this equation, $P$ represents laser power (Watts), $v$ is scanning speed (mm/s), $h$ stands for hatch spacing (mm), and $t$ is the layer thickness (mm).
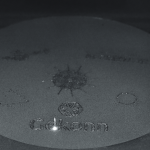
If the energy input is too low, the material fails to achieve its target density, resulting in porosity and poor mechanical properties. Conversely, if the energy input is too high, the material overheats. This creates plasma and traps bubbles within the structure, which also leads to a highly porous final product and excessive soot generation.

Transferring Parameters Across Machine Families
Fortunately, when utilizing a cohesive machine ecosystem like the Gekonn LMP100v2, LMP200, and LMP300 platforms, there is a direct technological link based on shared processing principles. However, a critical variable when scaling up is the size of the laser’s focal point.
Because the focal point directly affects energy density, engineers must carefully adjust the hatch spacing ($h$) to ensure the laser energy is evenly distributed between individual tracks. While basic geometric process settings typically remain standardized across the entire machine family, achieving a perfect energy balance across different machine models generally requires fine-tuning only two primary parameters: laser power ($P$) and scanning speed ($v$).
Mastering this delicate adjustment guarantees repeatability and stability when scaling LPBF production. It allows engineering teams to confidently move a product from initial validation on an R&D system directly to heavy-duty serial manufacturing on a platform like the Gekonn LMP 300 industrial metal 3D printer.