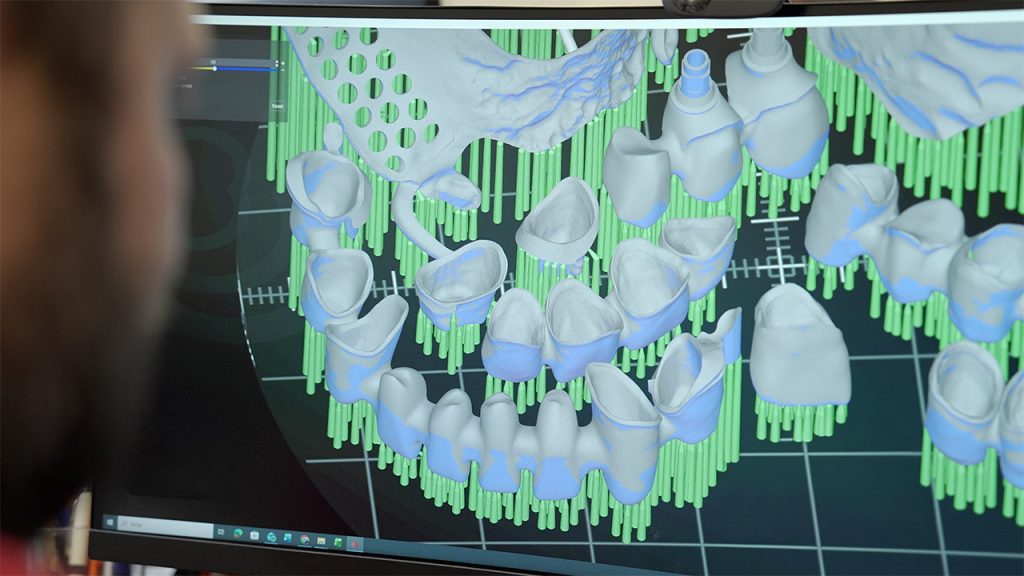
The True Cost of Supports in Metal AM
In industrial metal 3D printing, LPBF support structures are often considered a necessary evil. They are crucial for anchoring the part to the build plate, dissipating thermal energy, and preventing parts from warping due to residual stresses. However, excessive LPBF support structures significantly increase material waste and dictate labor-intensive post-processing tasks, such as manual grinding, EDM wire cutting, or CNC machining. For manufacturing facilities, this translates directly to higher costs per part, considerably longer lead times, and an increased risk of damaging the actual component during support removal.
Pushing the Limits of the 45-Degree Rule
Standard closed-parameter systems usually operate under the strict “45-degree rule.” This traditional guideline dictates that any geometric overhang below a 45-degree angle automatically requires heavy support generation to prevent a build failure. However, this limitation is primarily tied to the machine’s generic parameter sets rather than the absolute physical limits of the melting process.
By utilizing an advanced LPBF support structures reduction strategy, engineers can finely tune the laser power and scanning speed specifically for down-facing surfaces. Lowering the energy input at these critical boundaries prevents the melt pool from sinking deep into the loose powder bed, allowing engineers to successfully print overhangs as low as 30 or even 20 degrees without any structural collapse.
Managing Heat and Surface Quality on Overhangs
Beyond just anchoring the part, physical supports play a critical role in thermal management. Since loose metal powder is a poor heat conductor, printing over it can cause the melt pool to overheat, boil, and create extreme surface roughness. When engineers aim to safely reduce LPBF support structures, they must intelligently compensate for this lack of heat dissipation. This is achieved through highly specific scanning strategies, such as utilizing shorter laser vectors, modifying hatch distances, and increasing the scanning jump speed. These precise adjustments prevent heat accumulation and ensure a smooth surface finish even on extreme overhangs, proving that intelligent software control can effectively replace solid metal anchors.
The Open Architecture Advantage for Complex Geometries
Achieving these support-free low angles is impossible on locked systems. It requires an open-architecture platform that allows metallurgical engineers to assign fully customized parameter sets to different sections and volumes of the exact same part.
By utilizing platforms like the Gekonn LMP 200 metal 3D printer, engineering teams can manipulate the precise energy density applied specifically to critical overhangs. This capability drastically reduces the need for external supports, streamlining the entire manufacturing workflow from the powder bed directly to the final finished component.